Introduction to polymers

Plastics are materials based on organic natural, synthetic or organic
polymers, from which, after heating and applying pressure, products of complex
configuration can be molded. Polymers are high molecular weight compounds
made up of long molecules with a large number of identical groups of atoms
linked by chemical bonds. In addition to polymer, there may be some
additives in plastic.
Plastics processing is a set of technological processes that ensure the
production of products - parts with a given configuration, accuracy and
performance properties.
High quality of the product will be achieved if the selected material and
technological process meet the specified operational requirements of the
product: electrical, mechanical strength, chemical resistance, density,
transparency, etc.
When processing plastics in conditions of mass production, to ensure high
quality of products, materials science, technological,
scientific-organizational and other problems are solved.
Materials science problems consist in the correct choice of the type and grade
of polymer, so as to ensure the possibility of forming a product with a given
configuration and operational properties.
Technological tasks include the whole set of issues of polymer processing
technology that ensure product quality:
Preparation of polymers for processing,
Development-determination of technological parameters of the process,
Development of equipment,
· Choice of equipment.
The main stages of work on the use of plastics in products are as follows:
- Analysis of product operating conditions, development of requirements for operational properties.
- The choice of the type of plastic according to the specified requirements and the performance properties of the product.
- The choice of a method for processing plastic into a product and equipment.
- Selection of a base grade of plastic and, on its basis, a grade with improved technological properties.
- Design, manufacture, testing and debugging of technological equipment, etc.
Polymers consist of repeating groups of atoms - units of the original
substance - a monomer, forming molecules thousands of times longer than the
length of non-polymeric compounds, such molecules are called
macromolecules. The more links there are in the polymer macromolecule (the
higher the degree of polymerization), the more durable the material and the
more resistant to heat and solvents. Due to the impossibility of efficient
processing of a low-melting and poorly soluble polymer, in some cases,
semi-finished products are first obtained - polymers with a relatively low
molecular weight - oligomers that are easily brought to a high molecular level
with additional heat treatment simultaneously with the manufacture of the
product.
Depending on the composition, groups of polymeric compounds are distinguished:
homopolymers - polymers consisting of identical monomer units; copolymers
- polymers consisting of different starting monomer units; organoelement -
compounds with introduced into the main chain or side chains of silicon atoms
(organosilicon compounds), boron of aluminum, etc. These compounds have
increased heat resistance.
The shape of the molecules can be:
- linear unbranched, allowing close packing;
- branched, more difficult to pack and giving a loose structure;
- sewn - staircase;
- mesh;
- parquet;
- stitched three-dimensional volumetric;
- with a dense network of cross-linked chemical bonds;
In organic polymeric materials, the macrostructure is formed either by flexible
macromolecules rolled into coils (globules), or by bundles of lamellas of more
rigid macromolecules, arranged in parallel in several rows, since in this case
they have a thermodynamically more favorable shape, in which a significant part
of the lateral surface is adjacent to each other. to friend. Domains are
formed in the folding areas, and the domains create fibrils connected by
passage areas. Several domains, joining along the folding planes, form
primary structural elements - crystals, from which plate-like structures -
lamellas - arise when the melt is cooled. In the process of folding the
lamellas, the ends of the molecules can be in different planes; sometimes
these ends of the molecules partially return to the initial plane - in this
case, they create loops.
Solid state polymers can be amorphous or crystalline.
When an amorphous polymer is heated, three physical states are observed:
glassy, highly elastic, and viscous. These states are established based
on the thermomechanical state curve. An amorphous polymer is below the
glass transition temperature (Tg) in a solid state of aggregation. At
temperatures above Tc, the polymer is in a highly elastic state; In this
case, molecular mobility becomes so great that the structure in the short-range
order has time to rearrange itself following a change in temperature, and
macromolecules can bend under the action of external forces. In this case,
the total deformation is composed of elastic and retarded highly elastic
deformation. Under elastic deformation, the average center-to-center,
intermolecular distances and bond angles in the polymer chain change,
A crystallizing polymer, depending on the cooling rate of the polymer melt, can
exhibit two types of structures: amorphous and crystalline. Upon slow
cooling of crystallizing polymers, the joint stacking of segments of
macromolecules forms the structure of macromolecules. This makes it
difficult for them to transition from one conformation to another, due to which
there is no flexibility of macromolecules and there is no highly elastic
state. With rapid cooling, the crystal structures do not have time to
fully form, therefore, in the supercooled polymer, there is a "frozen" -
amorphous structure between them. This amorphous structure, when reheated
to a temperature above the melting point (Tm), creates a viscous
state. The polymer structure is characterized by two states: crystalline
(up to the melting point) and viscous (above the melting point).
The viscous-flow state, characteristic of the amorphous and crystalline state
of the polymer, basically provides the necessary deformations during the flow
of the polymer by the successive movement of the segments. The viscosity
of the polymer increases with an increase in the molecular weight of the
polymer, and the molding pressure of the articles also increases.
In conclusion, we note that with an increase in temperature to a certain
value, the process of thermal destruction begins in the polymer material - the
decomposition of the material.
Properties of polymers that determine quality in the processing process:
- rheological:
-
- viscous, which determine the process of viscous flow with the development of plastic deformation;
- highly elastic, which determine the process of development and accumulation of reversible highly elastic deformation during molding;
- relaxation, determining the relaxation (decrease) of tangential and normal stresses, highly elastic deformation and oriented macromolecular chains;
- resistance of polymers to thermal-oxidative, hydrolytic and mechanical destruction during molding under the influence of temperature, oxygen, moisture, mechanical stress;
- thermophysical, which determine the change in volume, heating and cooling of the product in the process of forming and fixing the shape and size;
- moisture, which determines the fluidity of the material during molding and the quality of the product (causes hydrolytic destruction during molding);
- volumetric characteristics of bulk materials in solid state (bulk weight, flowability, particle size distribution).
Viscosity properties of polymer melt.
The molding of products from polymers is carried out in the process of their
viscous flow, accompanied by plastic deformation. In this case, a thin
layer of material in contact with the stationary wall of the tool, due to
adhesion to it, has a zero displacement velocity (stationary), the middle layer
has the highest displacement velocity V; in the steady-state flow regime,
the relationship between the shear stress t and the shear rate g is linear
(Newton's law for viscous fluids): t = h * g, where h is the viscosity
coefficient or viscosity. The nature of the dependence of the shear rate
on the shear stress is represented by the flow curve, on which the sections are
distinguished: 1 - a section of linear dependence, characteristic only for low
shear stresses; 2 - a section with a nonlinear dependence, which is
characterized by a decrease in viscosity with increasing shear stress; 3 -
area with high shear stress.
The improvement of material flow is facilitated by: an increase in temperature,
an increase in shear stress, an increase in the amount of moisture, a decrease
in pressure and a decrease in the molecular weight of the melt.
Many properties of polymeric materials in products depend on the structure that
the processing process forms. Depending on the polymer and processing
conditions, an amorphous or crystalline structure occurs in products.
The structure of an article with an amorphous polymer is characterized by a
certain degree of orientation of the sections of chain macromolecules and the
arrangement of oriented regions along the section of the article along the
direction of shear (flow) of the material. This leads to anisotropy of
properties.
The structure of an article with a crystalline polymer is characterized by a
certain degree of crystallinity (from 60 to 95%) and non-uniformity of
crystalline regions over the cross section. The properties of such
products obtained under different processing conditions, despite the
morphological similarity of the structure, are different.
Quality indicators of products made of polymeric materials depend
on the properties, conditions of preparation, processing and physical
modification of the material. The appearance of products depends on the
processing conditions, material purity, humidity.
Dielectric properties and chemical resistance depend on the
chemical structure and modification of the polymer.
Mechanical properties- strength, impact resistance, deformation,
rigidity, heat resistance - depend on the supramolecular structure, and the
coefficient of friction and wear resistance, resistance to combustion depend on
the chemical structure and modification.
Operational properties - dimensional accuracy and dimensional
stability - depend both on the chemical structure, molecular characteristics,
technological properties, and on the processing technology and
manufacturability of the design.
Thermal stability of polymers . The main indicator in
this case is destruction.
The destruction of polymers is a change in the structure of
macromolecules. Destruction can proceed under the influence of heat,
oxygen, chemical agents ( including water), light, high energy
radiation, mechanical stresses, etc., both from an individual and from a set of
parameters. It is accompanied by a decrease in molecular weight, the
release of gaseous and low molecular weight products, a change in color and the
appearance of odor.
Destruction can be accompanied not only by the destruction of macromolecules,
but also by their crosslinking (structuring), which causes an increase in the
mass and viscosity of the melt. The consequence of this is the violation
of all material properties, a decrease in the stability of the properties of
products.
During the processing of polymers, both thermal-oxidative and mechanical
destruction can occur, and in hygroscopic materials, hydrolysis can also
occur.
The signs of the classification of plastics are: purpose, type of filler,
performance properties and other signs.
Classification of plastics by service purpose:
- by application;
- by a set of parameters of operational properties;
According to the use of plastics, they are distinguished (rather conditionally):
- plastics for the production of food packaging;
- plastics for work in contact with aggressive media;
- plastics for work under the action of short-term or long-term mechanical stress;
- plastics for work at low temperatures (up to minus 40-60 С);
- anti-friction plastics;
- plastics for electrical and radio engineering purposes;
- plastics for transparent products;
- plastics for heat and sound insulation purposes - gas-filled material;
According to the set of parameters of operational properties, plastics are divided into two large groups:
- general technical purpose,
- engineering and technical purpose.
General technical plastics have lower performance parameters than
engineering plastics. Plastics for engineering and technical purposes
retain high values of mechanical properties not only at normal and elevated
temperatures, but can also operate under short-term loads at elevated
temperatures. This is not provided by plastics for general technical
purposes; they operate in an unloaded or lightly loaded state at normal
and medium temperatures (up to 55 C). Plastics for engineering and
technical purposes are divided into groups that provide certain properties in a
certain interval; there are five groups of plastics according to this
classification criterion.
By the value of individual parameters of operational propertiesmake up a
series of plastics for various parameters of performance
properties. Classification parameters: mechanical properties, wear
properties, linear thermal expansion and others.
Depending on the applicability of the filler and the degree of its grinding,
all materials are divided into four groups:
- granular,
- powder (press powder),
- fibrous,
- layered.
The technological properties of plastics affect the choice of processing
method. The technological properties of plastics include: fluidity,
humidity, curing time, dispersity, shrinkage, tableting, volumetric
characteristics.
Fluidity characterizes the ability of a material to viscous flow of a polymer
squeezed out for 10 minutes through a standard nozzle under the pressure of a
certain weight at a given temperature. So for injection molding materials
and processing modes are used, in which the melt fluidity is in the range of
2-20 g / 10 min, for blow molding into a mold - 1.5-7 g / 10 min, for the
extrusion of pipes and profiles - 0, 3-1 g / 10 min, for film extrusion - 1-4 g
/ 10 min, for laminates - 7-12 g / 10 min. The fluidity of the
thermosetting plastic is equal to the length of the rod in mm, pressed in a
heated mold with a channel of decreasing cross-section. This indicator of
fluidity, although it is a relative value, makes it possible to preset the
processing method: with a Rashig fluidity of 90-180 mm, injection molding is
used,
Shrinkage characterizes the change in dimensions during product molding and
heat treatment:
Y = (Lf-Li) / Lf * 100%; Beat = (L-Lt) / Lf * 100%; where Y -
shrinkage after molding and cooling; Ud - additional shrinkage after heat
treatment; Lf, Li - shape size and product size after cooling; L, Lт
- product size before heat treatment and after cooling.
Shrinkage of thermosetting plastics products depends on the method of forming
the product and the type of crosslinking reaction: polymerization or
polycondensation. Moreover, the latter is accompanied by the release of a
by-product - water, which evaporates under the influence of high
temperature. The shrinkage process takes place over time; the longer
the holding time, the more complete the chemical reaction proceeds, and the
shrinkage of the product after removal from the mold is less. However,
after some time of exposureshrinkage with a further increase
remains constant. Effect of temperature on shrinkage: shrinkage increases
in direct proportion to temperature rise. Shrinkage after processing also
depends on the moisture content of the material and the preheating time: with
increasing moisture, shrinkage increases, and with increasing preheating time,
it decreases.
The shrinkage of thermoplastic products after molding is associated with a
decrease in density when the temperature is lowered to the operating
temperature.
The shrinkage of the polymer in different directions with respect to the
direction of flow is different for thermo- and thermosetting plastics,
i.e. polymers have shrinkage anisotropy. Shrinkage of thermoplastics
is greater than shrinkage of thermosets.
Moisture and volatile content. The moisture content in press materials and
polymers increases during storage in an open container due to the
hygroscopicity of the material or its condensation on the surface. The
content of volatile substances in polymers depends on the content of residual
monomer and low-boiling plasticizers, which can turn into a gaseous state
during processing.
Optimum moisture content: thermosetting plastics 2.5 - 3.5%, thermoplastics -
hundredths and thousandths of a percent.
Particle size distribution is evaluated by particle size and
uniformity. This indicator determines the performance when feeding
material from the hopper to the heating zones and the uniformity of heating the
material during molding, which prevents swelling and unevenness of the product
surface.
Volumetric characteristics of the material: bulk density, specific volume,
compaction coefficient. (Specific volume is a value determined by the
ratio of the volume of a material to its mass; bulk density is the reciprocal
of the specific volume). This indicator determines the size of the loading
chamber of the mold, the hopper and some dimensions of the equipment, and when
processing press powders with a large specific volume, productivity decreases
due to the poor thermal conductivity of such powders.
Tabletability is the ability to compress the press material under the influence
of external forces and maintain the resulting shape after removing these
forces.
Physical and chemical foundations of plastics processing
The processes of plastics processing are based on physical and physicochemical processes of structure formation and shaping:
- heating, melting, glass transition and cooling;
- change in volume and size when exposed to temperature and pressure;
- deformation, accompanied by the development of plastic (irreversible) and highly elastic deformation and orientation of macromolecular chains;
- relaxation processes;
- formation of a supramolecular structure, crystallization of polymers (crystallizing);
- destruction of polymers.
These processes can take place simultaneously and interconnected. Only
one process will prevail at a certain stage.
During the molding process, the polymer is heated to a high temperature,
deformed by shear, stretching or compression, and then cooled. Depending
on the parameters of these processes, it is possible to significantly change
the structure, conformation of macromolecules, as well as physicomechanical,
optical and other characteristics of polymers.
When a large number of polymers are cooled, the crystallization process takes
place.
Crystallization, depending on the state of the melt, leads to different types
of structure. Crystallization from a polymer melt in an equilibrium state
without deformation leads to the formation of spherulite structures. The
center of the formation of such structures is the embryo, from which ray-shaped
fibrils are formed, consisting of many packed lamellas. Fibrils, growing
in the radial direction and in width, form spherical structures -
spherulites. Spherolites are formed simultaneously in a large number of
crystallization centers. On the basis of this, spherulites form faces at
the contact points and are polyhedra of arbitrary shape and size. Electron
microscopic studies show that the spherulite fibril is composed of many
lamellas stacked on top of each other and twisted around the spherulite
radius.
Crystallization from a polymer melt occurs when crystallizers - nuclei are
introduced into the polymer material.
If crystallization proceeds under high pressure (300 ... 500 MPa) and at high
temperature, then a crystalline structure of straightened chains is
formed; upon rapid cooling of the same melt, crystallization proceeds with
the formation of complex chains, macromolecules in this case in the melt in the
form of domains, and rapid cooling does not allow them to pass into a new
conformation, i.e. acquire an elongated shape. It was also found that
the crystallization temperature rises with increasing pressure. The
practical significance of this property: the possibility of the transition of
the polymer directly from the melt without cooling into a quasicrystalline
state with increasing pressure; this eliminates the flow and slows down
the relaxation processes. With increasing pressure, smaller spherulites
are formed and therefore the mechanical strength of the products
increases. Crystal sizes also depend on the cooling rate and temperature
during the molding process. At a high cooling rate, a fine-crystalline
structure is obtained, since there is not enough time to rearrange the
crystals.
A coarser polymer structure can be obtained by increasing temperature, holding
time and slow cooling, or by preheating the melt to a higher temperature before
crystallizing. The shape of the crystals can be changed. So, using
centers of crystallization and artificial nuclei (1 ... 2% of the mass), you
can regulate the shape of the crystals. When a substrate-crystallizer is
used, a large number of crystallization centers appear at its surface and a
densely packed layer of crystals perpendicular to the surface is
formed. Artificial nuclei are additional centers of crystallization, the
shape of the crystal in this case depends on the shape of the nucleus of
crystallization, spherulite structures grow on small crystals, and ribbon-like
structures grow on long needle crystals.
Unsteady conditions of heat transfer and cooling rates during molding of
articles from polymers contribute to the production of articles with an
inhomogeneous structure (smaller crystals at the surface layers).
If necessary, uniform properties of the product can be ensured by annealing or
subsequent heat treatment at a temperature below the melting point. During
annealing, the volume of the product decreases and the density
increases; and the higher the temperature and the longer the holding time,
the higher the density of the product. Heat treatment is advisable in
cases where increased hardness, elastic modulus, mechanical strength, heat
resistance and resistance to cyclic loads are required; at the same time,
the relative elongation and toughness decrease.
The completeness of these processes, in addition to destruction, largely
determines the quality of the finished product, and the speed of these
processes determines the productivity of the processing method. The
quality of the product is largely influenced by the rate of polymer
degradation, which is increased by thermal and mechanical action on the
material from the working bodies of the tools during formation.
The shape of a thermoplastic product is obtained as a result of the development
of plastic or highly elastic deformation in the polymer under the action of
pressure when the polymer is heated. When processing thermosetting
plastics, the formation of a product is ensured by a combination of physical
processes of formation with chemical reactions of curing of polymers. In
this case, the properties of products determine the speed and completeness of
curing. Incomplete use of polymer reactivity during curing leads to
instability of properties of thermosetting plastic products in time and
destructive processes in finished products. The low viscosity of
thermosetting plastics during formation leads to a decrease in the unevenness
of properties, an increase in the stress relaxation rate and a lesser effect of
destruction during processing on the quality of finished thermosetting
plastics.
Depending on the processing method, curing is combined with the molding of the
product (during pressing), it occurs after the product is formed in the mold
cavity (injection molding and injection molding of thermosetting plastics) or
during heat treatment of the formed workpiece (when molding large-sized
products, for example, getinax sheets, fiberglass laminate and etc.). Full
curing of thermosetting plastics requires in some cases several hours. To
increase product removal from equipment, final curing can be performed outside
the mold tooling, as shape stability is acquired long before this process is
complete. For the same reason, the product is removed from the mold
without refrigeration.
When processing polymers (especially thermoplastics), macromolecules are
oriented in the direction of material flow. Along with the difference in
orientation, structural inhomogeneity arises in different areas of products
that are inhomogeneous in cross section and length, and internal stresses
develop.
The presence of temperature differences over the section and length of the part
leads to even greater structural inhomogeneity and the appearance of additional
stresses associated with the difference in the rates of cooling,
crystallization, relaxation, and different degrees of curing.
Inhomogeneity of material properties (for the reasons indicated) is not always
acceptable and often leads to rejects (due to instability of physical
properties, dimensions, warpage, cracking). Reducing the heterogeneity of
the molecular structure and internal stresses can be achieved by heat treatment
of the finished product. However, it is more effective to use methods of
directed regulation of structures in the processing processes. For these
purposes, additives are introduced into the polymer that influence the
formation of supramolecular structures and contribute to the production of
materials with the desired structure.
The branded assortment of polymers was created in order to quickly select
the type and grade of polymer for the manufacture of high-quality
products. The branded assortment includes grades that differ in viscosity
and performance properties.
The branded assortment by viscosity is divided into grades intended for
processing by various methods (injection molding, pressing, etc.), with an
increase in the grade number, the molecular weight increases and, as a result,
the viscosity increases. These are brands of the basic
assortment. Viscosity grades are modified to improve technological
properties:
- to increase productivity, fast-crystallizing grades are created;
- for products of complex configuration - brands with lubricants;
- heat stabilized brands.
On the basis of the basic assortment of grades according to technological
properties, grades with improved properties are created by chemical or physical
modification. These grades are developed with such properties that, under
the recommended modes, to obtain high-quality products in all parameters
(accuracy, strength, appearance, etc.). Currently, polymeric materials are
produced in an assortment, and therefore for each product and molding method,
it is possible to select an appropriate base polymer grade and, if necessary, a
grade with improved processing properties.
Basic brands for the purpose of manufacturing quality products are divided into
groups:
- depending on the viscosity of the polymer and the thickness S of the wall of the product;
- depending on the relative length of the product L / S (S-length);
- The whole variety of plastics grades contains about 10,000 items.
Choice signs. The main features of the choice of plastics are
operational and technological properties. To speed up the process of
choosing a material, special tables are used, each of which lists the grades of
materials in order of decreasing the average value of the presented performance
property.
The procedure and algorithm for the selection of
plastics. Plastics are selected based on the requirements for
performance and geometric parameters of the product. Therefore, first, the
type of plastic is selected based on the requirements for its performance
properties, and then the base grade and the grade with improved technological
properties, which can be efficiently processed by the selected method.
There are two methods for selecting the type of plastics:
- the method of analogies is qualitative;
- quantitative method.
The analogy method is used when it is impossible to accurately set the
parameters of the operational properties of the plastic; in this case, the
characteristic parameters of operational properties, purpose, advantages,
limitations, recommendations for use and processing methods are used to
select; in this case, recommendations for the use of plastics in other
types of products operating in similar conditions can also be used for
selection.
The procedure for choosing plastics by a quantitative method based on a set of
set values of performance properties is as follows:
- identification of the operating conditions of the product and the corresponding values of the parameters of the operational properties of plastics under the basic operating conditions of the product;
- selection of plastics with the required performance parameters;
- verification of the selected plastic for other parameters that are not included in the main ones.
Injection molding is a method of molding products from polymeric materials, which consists in heating the material to a viscous-flow state and squeezing it into a closed injection mold, where the material acquires the configuration of the inner cavity of the mold and solidifies. This method produces products weighing from several grams to several kilograms with a wall thickness of 1–20 mm (usually 3–6 mm). For the implementation of injection molding, plunger or screw injection machines are used (Fig. 1), on which injection molds of various designs are installed (Fig. 2).
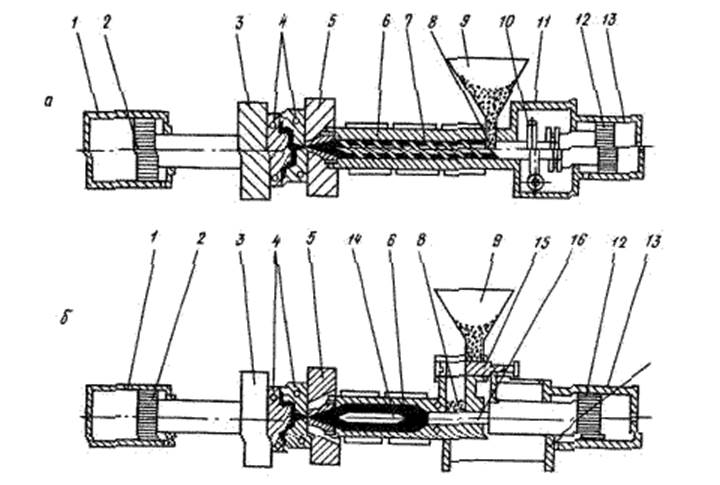
Fig. 1. Diagram of an injection molding machine with screw (a) and plunger (b) plasticization of the melt:
1 - hydraulic cylinder of the closing mechanism; 2 - piston of the hydraulic cylinder of the closing mechanism; 3 - movable plate; 4 - half molds; 5 - fixed plate; 6 - plasticizing cylinder, 7 - auger; 8 - loading window of the plasticizing cylinder; 9 - bunker; 10 - screw drive; 11 - body of the hydraulic cylinder of the injection mechanism; 12 - the piston of the injection hydraulic cylinder; 13 - auger hydraulic cylinder; 14 - torpedo - melt flow divider; 15 - dispenser; 16 - plunger
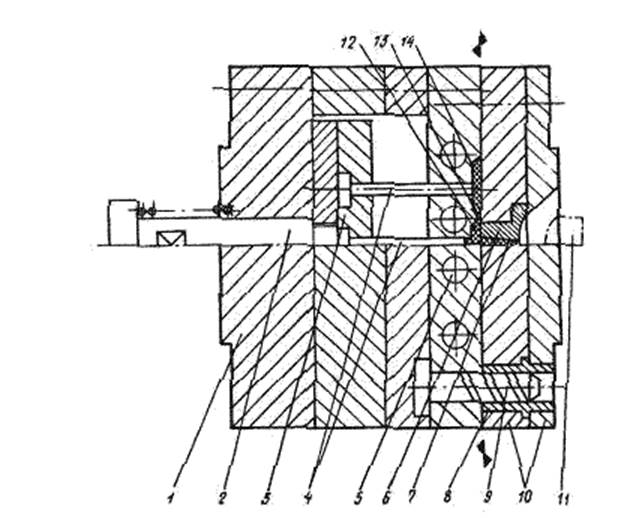
Fig. 2. Injection mold:
1 - movable half-form; 2 - pusher; 3 - ejection plate, 4 - ejectors; 5 - channels of the mold thermostating system; 6 - gate bushing; 7 - central sprue; 8 - centering sleeve; 9 - centering column; 10 - motionless half-form; 11 - nozzle of the injection molding machine; 12 - spreading sprue; 13 - inlet sprue; 14 - shaping cavity
The main process parameters are injection molding the melt temperature T p , mold temperature T F , the pressure casting P L , in the form of pressure P f , the holding time under pressure t PEPs , the cooling time t OHL or curing time t in the form of holesfor thermosetting materials. Both thermoplastic and thermosetting materials are processed by injection molding, but the type of material determines the specifics of the physicochemical processes accompanying the heating and solidification of these types of plastics. The process flow diagram is shown in Fig. 3. The analysis of the injection molding process can be carried out according to the following components: transfer of the material into a viscoplastic state -> its supply to the dosing zone -> melt accumulation -> melt flow in the "nozzle-mold" system -> melt flow in the mold channels and the forming cavities -> shaping the structure of the product.
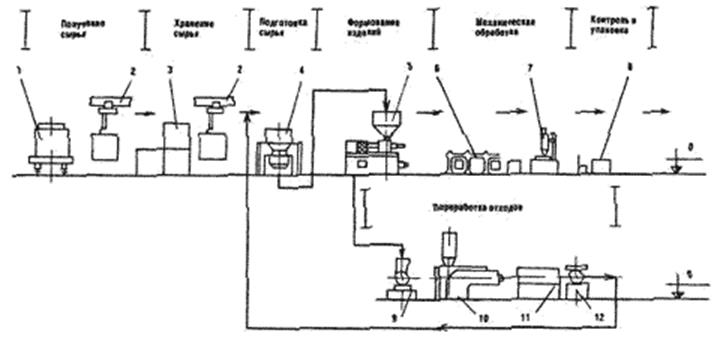
Fig. 3. Technological diagram of injection molding:
1 - carriage (gondola car, tank car); 2 - suspended crane beam; 3 - material warehouse; 4 - vacuum dryer; 5 - injection molding machine; 6 - conveyor; 7 - machine tool; 8 - packing table; 9 - crusher; 10 - extruder; 11 - cooling bath; 12 - granulator