Centralized polymer drying systems
The purpose of centralized drying systems for plastics is drying, storage and feeding of several types of material to several pieces of equipment.
Centralized plastics drying systems consist of several basic subsystems with a modular design.
At the heart of these systems is a dry air generator.
The second main element is a modular design, consisting of several drying bins, their task is to heat the dried air, dry the raw materials and store it. Several drying bins can be connected to one drained air generator.
Also, the centralized drying system for plastics may include additional elements, such as:
• central control panel (drying bins and generators have personal control
panels);
• a system for loading raw materials into the drying hopper and feeding it from
the drying hopper to the hopper of an injection molding machine, extruder, or
other equipment for plastic processing [10].
The drained air generator of such systems is equipped with two moisture
absorption modules operating alternately and, therefore, can generate drained
air for the drying bin for drying plastics in a continuous mode. While one
module is working, the other is in regeneration mode.
The operation diagram of the generator for drying plastics is shown in Fig. 4.14.
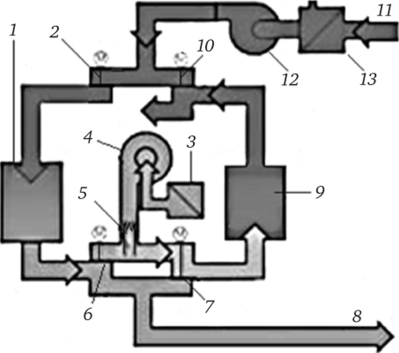
Fig. 4.14. The scheme of the generator for drying plastics:
explanations in the text
The air 11 is sucked in by the pump 13 through the microfilter 12. Using the valves 2, 6, 7, 10, it is selected in which capacity with the desiccant the air will be dehumidified to be fed into the drying hopper. According to the scheme, the container 1 is in operation, and the second container 9 is in the regeneration cycle, air is supplied to it using the pump 4 through the filter 3, heated by the heater 5. Then, the dried air 8 is sent to the drying hoppers for drying plastics.
The efficiency of the generator is estimated by the minimum dew point temperature. (If the generators are capable of producing air with a dew point temperature of -60 ° C, then in the dried air there is the same amount of moisture as in the same volume of air at a temperature of -60 ° C.)
The main function of the generator is the continuous supply of dried air [10].
The drying bin for drying plastics has a built-in heater and is designed to be connected to a drained air generator (Fig. 4.15).
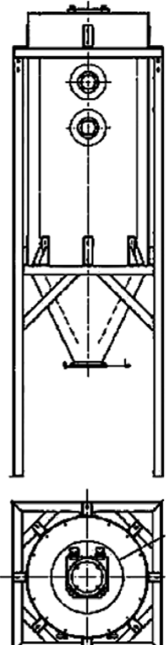
Fig. 4.16. The scheme of operation of the drying hopper:
1 - heat exchanger; 2 - fast-acting constipation; 3 - hinged lid; 4 -
external thermal insulation; 5 - a door for cleaning; 6 - sight glass; 7 -
additional thermal insulation; 8 - electric heater;
9 - valve for regulating air flow; 10 - diffuser
When drying certain products, such as acrylonitrile butadiene styrene or
polyvinyl acetate, there is a danger of dust explosion. For such products it is
necessary to use explosion-proof installations with a reinforced design open
cycle equipped with explosion suppression systems. An alternative is low oxygen
plants where nitrogen is used as a drying agent in a closed loop. Another
possibility is self-inertia dryers in which the oxygen concentration is reduced
using a special direct-acting heater with a gas burner.
Recently, there has often been a demand to remove volatile organic compounds from dry polymers, which, due to growing concern about the release of these compounds during the transportation, storage and processing of polymers, may well become a common technological standard. In this regard, dryers may include integrated or separate strippers for the desorption of volatile organic compounds [11].
Obviously, modern drying technologies that ensure the high quality of the final product should rely on other physical mechanisms of dehydration, on physical processes, the course of which is not so much connected with the inherent properties of the products that change during the drying process (primarily, their heat and mass - conductivity).
The use of infrared and microwave drying is very promising in this regard, in view of a number of important differences from classical heating methods.
Firstly, it does not require a coolant that can cause contamination of the processed material, and there is no loss of material due to entrainment.
Secondly, the material does not overheat near the heat transfer wall; heat is released in the entire volume of the material, and its temperature exceeds the temperature of the walls of the apparatus.
Thirdly, the intensity of heating a material depends only on its optical, dielectric properties and microwave field strength [2].
To the greatest extent, the advantages of IR and microwave drying are manifested in the low humidity range, which is very important for a number of structural thermoplastics.