How PET bottles are made

How PET bottles are made: blowing, cooling
and a little magic
THE THEME OF PET BOTTLES HAS BEEN ACTUALLY DISCUSSED IN THE
LAST FEW YEARS, THE REASON FOR THE “WAR OF THE LOBBYISTS”, SOME FIT FOR A BAN,
OTHERS AGAINST THEM. HOWEVER, THIS IS NOT THE TOPIC OF OUR
HISTORY. WE HAVE TRYED TO UNDERSTAND FROM THE POINT OF VIEW OF THE
CONSUMER, TO SEE WITH OUR EYES, WHAT IS THE PECULIARITY OF THIS TYPE OF
PACKAGING, WHAT IT IS BETTER OR Worse than OTHERS. DECIDED TO START WITH
THE STONE OF STEPPING - USE OF PET CONTAINERS FOR THE NEEDS OF BEER
PRODUCERS.
Saint-Petersburg.ru
visited the brewery of Baltika Brewery to study the production process and,
together with consumers, understand how plastic bottles are made and whether
PET containers have a right to exist. Manufacturers claim that the process
of making PET bottles is obscenely simple. At the same time, it may seem
to the average person that it could not have done without some magic.
What is PET
Polyethylene terephthalate, from which PET bottles
are made, is rather known to us under other names - thermoplastic, lavsan,
dacron or polyester. It was first synthesized by British Calico Printers
John R. Winfield and James T. Dixon in 1941.

The first PET bottle capable of withstanding the
pressure of carbonated drinks was only patented 32 years later. It was
developed by the American mechanical engineer and inventor Nathaniel
Wyeth. The key to the success of the new bottle is its strength, tightness
and light weight, as well as simple and inexpensive production. If
necessary, such a bottle could be completely disposed of or recycled. In
1981, he was honored with an award by the International Society of Plastics
Engineers for his invention, and in 1986 he became a member of the Plastics
Hall of Fame.
In our country, polyethylene terephthalate
plastics are traditionally called PET, in English - PET. But now both
abbreviations are used in Russia. True, the name PET is used when talking
about the polymer itself, and PET when talking about products made from
it.
PET is not only used for bottles. Does the
word "polyester" mean anything to you? Of course, this is synthetic
clothing we are familiar with. It is also used to make food containers,
including disposable tableware, packaging for household chemicals, cosmetics
and medicines, and even sutures for surgical operations and artificial
ligaments and tendons. Finally, polyethylene terephthalate is used in the
production of automobile tires, as well as photographic, film and X-ray
films. For the manufacture of bottles, PET is produced not in the form of
fibers or film, but in the form of granules, since the granulate can be used on
various equipment. In addition, the melt from it is more viscous and
homogeneous.
Such an important neck
Preforms are cast from PET granules - blanks for
future bottles. Outwardly, they resemble thin glass test tubes without
caps (caps with rims are put on only after filling the bottles with a drink),
but the familiar neck with cutting for them on the preforms is already
there.
For soda, mineral water and beer; for
vegetable oil; for drinks and water; for juices and milk - each type
of liquid has its own neck. Why so much? The point is in the
properties of the liquid poured into the bottle.
If, for example, you pour beer into a milk bottle,
then, opening it, you will surely pour yourself over. It's just that there
is no carbon dioxide in milk, but there is in beer. Therefore, there are
special grooves on the neck of beer bottles that allow excess CO2 to escape
while unscrewing the cap. Also, oxygen easily penetrates into a milk
bottle due to the large area of the neck, which is fatal for beer - it will
turn sour.
Engineers struggle with the shape of bottle necks
no less than with the development of new models of smartphones. And for
good reason. If the neck is, say, less in height, this will help not only
save material in the production of bottles, but most importantly - reduce the
amount of future PET waste. For example, Baltika has recently started
making bottles with a 17 mm neck, instead of the previous 21 or 22.8
mm. As a result, the amount of PET needed to make one bottle decreased by
1.35 g, and the weight of each cap by 0.3 g.

How are preforms made?
Since PET granules actively absorb water vapor from
the air, they are thoroughly dried in special dryers before preform
casting. If the granulate is poorly drained, then the blanks for bottles
are cloudy or yellowish, cavities and bubbles may form in
them. Subsequently, the bottle may deform under pressure.
After drying, the granulate is again melted and the
dye is poured, in fact, as in the production of glass bottles, when, for
example, cobalt compounds for blue or chromium for green are added to the
molten glass melt.
PET bottles (as well as glass bottles) are dyed not
at all for beauty, because a kilogram of high-quality dye for garnulate can
cost as much as a ton of the granulate itself. Without a colorant, any
bottle transmits ultraviolet (UV) rays, which adversely affect the consumer
properties of the drink. The color of the colorant usually doesn't matter,
but historically, the classic color of beer PET bottles is brown or
green. Lemonade and other drinks are poured into bottles of yellow, red
and other colors.
Preforms are poured in special injection molding
machines - injection molding machines. The molten granulate mixture is
injected under pressure into a cooled mold. At the same time, at the
outlet, the temperature of the finished preform should not exceed 50-55 ° C,
otherwise it can be easily deformed during storage.
The volume of the future bottle directly depends on
the weight of the preform. Some preforms produce bottles with a volume of
only 0.5 liters, others - 1.5 liters.
What are barrier supplements
for?
In addition to UV rays, PET bottles also pass
oxygen inside, and carbon dioxide outside. Therefore, to improve the
properties of PET containers, not only coloring is used. At Baltika,
barrier additives are used for this. At the same time, additives, like PET
itself, are non-toxic and do not interact with the product. Therefore,
they are universally approved for use in the food industry.
A special mixture with the addition of nylon and one more polymer, amosorb, is introduced into the granulate melt before casting the preforms. Of course, because of this, the preform becomes unclear (because "in nature" the properties of nylon and PET are not compatible), but for a colored bottle this is not a problem. But beer in such a container is preserved four times better, since nylon retains CO2 and does not allow UV rays to penetrate, and amosorb absorbs oxygen.
Sometimes, for these purposes, they also use the technology for the production of multilayer bottles, which are similar to puff pies due to the fact that there are another 1-3 layers of barrier materials between the outer and inner layers of PET.
A special mixture with the addition of nylon and one more polymer, amosorb, is introduced into the granulate melt before casting the preforms. Of course, because of this, the preform becomes unclear (because "in nature" the properties of nylon and PET are not compatible), but for a colored bottle this is not a problem. But beer in such a container is preserved four times better, since nylon retains CO2 and does not allow UV rays to penetrate, and amosorb absorbs oxygen.
Sometimes, for these purposes, they also use the technology for the production of multilayer bottles, which are similar to puff pies due to the fact that there are another 1-3 layers of barrier materials between the outer and inner layers of PET.
How a bottle is born from a
preform
One of the main advantages of PET bottles is ease
of production. Therefore, many beverage producers, including Baltika, have
their own blowing lines. The machine for the production, filling and
sealing of PET bottles at Baltika can produce up to 400 thousand bottles per
shift. But since the production is fully automated, it is literally
serviced by a couple of specialists. One person controls the
blowing-filling process, one person - gluing labels, another one or two collect
bottles in packages and palletize.
The bottles are blown out just before filling them with the drink. The entire production is a single cycle - preforms were poured into the blowing machine, and at the exit they received a finished product with a lid and a label.
And although a bottle of any shape can be blown here, the flight of design thought is interrupted in the most banal way. At Baltika they explain that with all their desire they will not be able to make a bottle with a triangular bottom, since it will be impossible to transport it, or a square one, because because of its corners it can get stuck on the conveyor belt.
The bottles are blown out just before filling them with the drink. The entire production is a single cycle - preforms were poured into the blowing machine, and at the exit they received a finished product with a lid and a label.
And although a bottle of any shape can be blown here, the flight of design thought is interrupted in the most banal way. At Baltika they explain that with all their desire they will not be able to make a bottle with a triangular bottom, since it will be impossible to transport it, or a square one, because because of its corners it can get stuck on the conveyor belt.

Heating the preform
In order to blow out the bottle, the preform must
be reheated. This process takes only a few seconds. The preform is
turned upside down and put on a short pin (mandrel). And then it goes
along a conveyor, on both sides of which there are infrared lamps. The
preform constantly rotates around its axis and is blown by hot air, which
ensures its uniform heating.
Blowing a bottle
After heating, the workpiece is placed in a
mold. A long metal rod (rod) is inserted inside, which, when lowering,
pulls out the hot preform. At this moment, it almost does not swell in
width, but only downward. When the rod rests against the bottom of the
future bottle, the air pressure increases and flattens the workpiece along the
walls of the mold. This sequence of actions is not accidental. If you
do not pre-stretch the bottle, but simply apply pressure in the hope that it
will be inflated anyway, the preform will simply burst due to the uneven
stretching of the material.
Cooling
After inflating, the bottle is cooled down - it is
cooled with water. Particular attention is paid to the bottom of the
bottle - it takes more time to cool it, since there is the thickest layer of
material, so the bottom is additionally rinsed with water from the
outside.
It seems to us that there is a lot in common with
the production of a glass bottle.
Quality
control
Defective preforms at Baltika do not even enter the
oven for heating, since before that they pass through an electronic inspector
who measures them and removes non-standard billets.
Further, the quality control is carried out by the blow molding machine. She monitors the movements of the stem: if, when blowing out the next bottle, it does not sink to the bottom, such a bottle is automatically rejected.
Bottles are also rejected because of failures during filling and sealing. In this case, everything that was blown out and in the heating furnace is also considered a reject and is automatically reset, since the heating-blowing process must be continuous.
Finally, the quality control of PET containers takes place at the stage of preparing it for filling, to prevent foaming of a drink containing carbon dioxide, CO2 is fed into the bottle to equalize the pressure - its surplus generated during fermentation is used in other production operations, for example, during bottling. in PET containers. A bottle with a hole will simply not be able to hold it and will be thrown off the conveyor belt.
Further, the quality control is carried out by the blow molding machine. She monitors the movements of the stem: if, when blowing out the next bottle, it does not sink to the bottom, such a bottle is automatically rejected.
Bottles are also rejected because of failures during filling and sealing. In this case, everything that was blown out and in the heating furnace is also considered a reject and is automatically reset, since the heating-blowing process must be continuous.
Finally, the quality control of PET containers takes place at the stage of preparing it for filling, to prevent foaming of a drink containing carbon dioxide, CO2 is fed into the bottle to equalize the pressure - its surplus generated during fermentation is used in other production operations, for example, during bottling. in PET containers. A bottle with a hole will simply not be able to hold it and will be thrown off the conveyor belt.
How beer gets into the
bottle
The volume of beer in containers at Baltika is
monitored using flow meters that multiply the beer flow rate by the
cross-sectional area of the tube from which the drink enters the
bottle. But the main "interestingness" is not even this, but the tricks
that are used here to remove its main oxidizer from the bottle with beer -
air.
To begin with, it is purged with carbon dioxide, which, as we have already said, is obtained here, at the plant, during the fermentation of beer wort. Further, a filling tube is lowered into the bottle almost to the very bottom and pressure is generated. Beer is served at a pressure of 3.5 atmospheres. Passing through such a long tube and filling the bottle, the beer displaces the mixture of air and CO2 upward. At the same time, the area of their contact remains minimal.
To completely remove air even from the neck of the bottle, the beer is foamed. A drop of water is injected into it from the side from a distance of 25 mm under high pressure. Squeezing the air out of the bottle neck with foam.
As soon as the beer has foamed, a cap with a rim is immediately put on the bottle. The automaton twists it using a special holder that looks like a flower with petals clamped on the lid. The lid on the PET container is a seal: once twisted, it will not unscrew without effort or tearing off the rim. On the neck of the bottle there is a rim with protrusions, and on the rim, they are serrated, like the teeth of predatory fish, which, clinging to the protrusions of the neck, do not allow unscrewing the cork back. Sealed bottles are labeled and palletized.
To begin with, it is purged with carbon dioxide, which, as we have already said, is obtained here, at the plant, during the fermentation of beer wort. Further, a filling tube is lowered into the bottle almost to the very bottom and pressure is generated. Beer is served at a pressure of 3.5 atmospheres. Passing through such a long tube and filling the bottle, the beer displaces the mixture of air and CO2 upward. At the same time, the area of their contact remains minimal.
To completely remove air even from the neck of the bottle, the beer is foamed. A drop of water is injected into it from the side from a distance of 25 mm under high pressure. Squeezing the air out of the bottle neck with foam.
As soon as the beer has foamed, a cap with a rim is immediately put on the bottle. The automaton twists it using a special holder that looks like a flower with petals clamped on the lid. The lid on the PET container is a seal: once twisted, it will not unscrew without effort or tearing off the rim. On the neck of the bottle there is a rim with protrusions, and on the rim, they are serrated, like the teeth of predatory fish, which, clinging to the protrusions of the neck, do not allow unscrewing the cork back. Sealed bottles are labeled and palletized.
High
security
The controversy around PET containers continues:
safe - unsafe, prohibit - not prohibit. In order to finally dot the “i's”
and understand whether PET is really as harmful as the supporters of its
prohibition claim, or is it another round of the struggle between glass
containers against plastic containers, St. Petersburg.ru turned to independent
experts and found out:

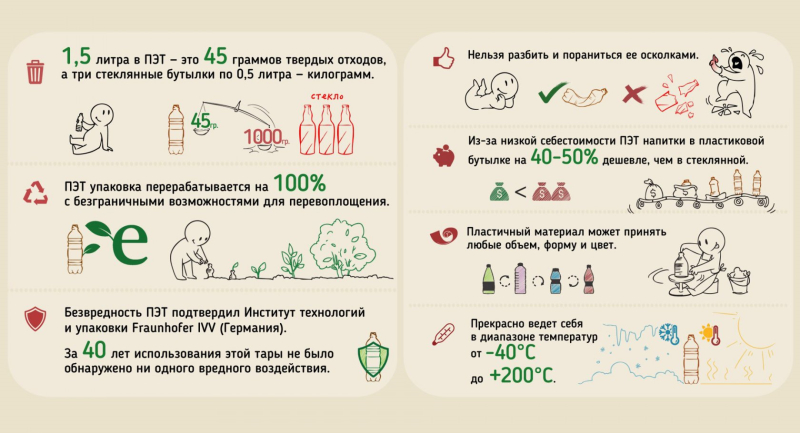
Infographics: arpet.ru/material/2180/
Safe raw materials
Polyethylene terephthalate is produced exclusively
from ethylene glycol and terephthalic acid. And it has nothing to do with
the same poisonous low-molecular phthalate. In the production of PET
bottles, the poisonous plasticizer dibutyl phthalate is not used, since PET
itself is quite plastic.
No country in the world prohibits the use of PET
bottles in the food industry for safety reasons. Moreover, the European
Union considers PET to be a promising industry, including in the brewing
sector.
The safety of PET packaging is confirmed by the results of scientific research. One of the latter was carried out by specialists from the Fraunhofer Institute for Technology and Packaging, which is part of the Fraunhofer society, which unites 17 thousand German scientists. Samples of PET containers were analyzed for the possible content of various harmful substances: phthalates (dibutyl phthalate, isobutyl phthalate and 11 more phthalates), bisphenol, methanol, formaldehyde. According to the official conclusion: “None of the tested substances were detected in the samples of PET and PET bottles, the tested samples meet all the safety requirements of Article 3 of the Framework Regulation (EC) No 1935/2004 in contact with all types of food, under all contact conditions and at any level of filling. "
The safety of PET containers was also confirmed by studies by the International Independent Organization Campden BRI (Great Britain), the University of Brescia (Italy, 1994), the International Institute of Biological Sciences (USA, 2000), and the Federal Institute for Risk Assessment (Germany, 2009).
Since 2002, PET has been recognized as safe for use as food packaging in the EU, and since 2003 it has been approved by the US Food and Drug Administration.
In 2011, the Russian Analytical Center of Moscow State University. M.V. Lomonosov conducted his own research, the results of which also confirmed the safety of using PET for packaging beer.
The safety of PET packaging is confirmed by the results of scientific research. One of the latter was carried out by specialists from the Fraunhofer Institute for Technology and Packaging, which is part of the Fraunhofer society, which unites 17 thousand German scientists. Samples of PET containers were analyzed for the possible content of various harmful substances: phthalates (dibutyl phthalate, isobutyl phthalate and 11 more phthalates), bisphenol, methanol, formaldehyde. According to the official conclusion: “None of the tested substances were detected in the samples of PET and PET bottles, the tested samples meet all the safety requirements of Article 3 of the Framework Regulation (EC) No 1935/2004 in contact with all types of food, under all contact conditions and at any level of filling. "
The safety of PET containers was also confirmed by studies by the International Independent Organization Campden BRI (Great Britain), the University of Brescia (Italy, 1994), the International Institute of Biological Sciences (USA, 2000), and the Federal Institute for Risk Assessment (Germany, 2009).
Since 2002, PET has been recognized as safe for use as food packaging in the EU, and since 2003 it has been approved by the US Food and Drug Administration.
In 2011, the Russian Analytical Center of Moscow State University. M.V. Lomonosov conducted his own research, the results of which also confirmed the safety of using PET for packaging beer.
Infographics: arpet.ru/material/2180/
Eco-friendly production
Environmental friendliness in production and
disposal also testifies to the safety of PET. In this sense, PET
containers have a lesser impact on the environment than glass bottles and
aluminum cans. Its production and processing require significantly less
energy resources. In addition, the PET manufacturing process generates
less waste and produces fewer greenhouse gases.
If we imagine that all half-liter PET bottles
produced now would be replaced by glass bottles, then only additional CO2
emissions into the atmosphere would amount to about 40,000,000 tons, and
additional water consumption - 3.7 billion liters.
At the Baltika brewery in Tula, it was calculated that if all PET containers it produced were replaced with aluminum cans, the annual carbon dioxide emissions would increase by 13%, and if replaced with non-glass - by 74%.
As for energy consumption, PET production requires less than 1 MW / h, glass production - 1.2 MW / h, paper and cardboard for packaging - 2 MW / h, aluminum for cans - 20 MW / h.
At the Baltika brewery in Tula, it was calculated that if all PET containers it produced were replaced with aluminum cans, the annual carbon dioxide emissions would increase by 13%, and if replaced with non-glass - by 74%.
As for energy consumption, PET production requires less than 1 MW / h, glass production - 1.2 MW / h, paper and cardboard for packaging - 2 MW / h, aluminum for cans - 20 MW / h.
.jpg)
Complete disposal
PET containers decompose in landfills for 150
years, aluminum cans for 500 years, and glass does not decompose at
all. But the correct way to dispose of plastic packaging is, of course,
not to take it to landfills, but to recycle it.
In this case, burning it is absolutely
inappropriate, although dioxins are not emitted at the same time (since PET
does not contain chlorine). It just takes a lot of energy and valuable
polymer to burn. PET packaging can be 100% recyclable. Also, only an
aluminum can is completely recyclable. Glass bottle - only 80%, and paper
and cardboard containers - 50%. Russian processing enterprises today are
capable of processing up to 160 thousand tons, or up to 30% of all used PET
bottles. Over the past ten years, the number of these enterprises has
increased from one to thirty.
PET bottles are disposed of in the same way as other plastic. They are collected and melted down. Flex or pellets are made from recycled PET. Flex is used to produce bristles for brushes of cleaning machines and car washes, packing tape, film, roof tiles, paving slabs. And from pellets - filler for sleeping bags and geogrid for roads.
Five two-liter bottles are enough to produce fiber for a large sports shirt, twenty - for a winter jacket insulation, if you add five more to them, you can make an excellent sweater, thirty-five is enough for a sleeping bag insulation, and from sixty you get 1 square meter. meter of carpet. At the same time, recycling plastic bottles saves 50-60% of the energy that would be needed to produce a product from new materials.
There is also a chemical processing of PET based on its decomposition into its original constituents. Studies have shown that the bacteria Ideonella sakaiensis 201-F6 can also decompose PET into terephthalic acid and ethylene glycol.
Used PET bottles can be used for the production of the same bottles. But today in Russia there are only two factories that are engaged in this. One is located in Solnechnogorsk, the second - in the Urals. Here old bottles are collected, sorted by color, washed, crushed and processed, melting and getting the same PET granulate, only colored.
Often empty PET bottles come in handy on the farm. They are used to make birdhouses, funnels, seedling pots, use them as a scarecrow in the garden or as waterproof caps for the tops of poles. In some African countries are making sandals, and in Indonesia - stabilizers that give fishing boats used for greater stability.
Now we see all kinds of PET scary stories easily capitulating to the facts. Because they are just another way of fighting for the attention of consumers. After all, we are all human, and it is worth scaring us properly, albeit unsubstantiated, as we begin to be afraid of everything around us, without particularly delving into the essence of the issue. At the same time, even the media have recently abandoned their attacks on PET, apparently feeling the groundlessness of the arguments of the lobbyists for its prohibition. But completely close the PET dispute, it seems to us, only scientists, with whom St. Petersburg.ru plans to meet in the near future, can do it. True, this is already a topic for the next article.
PET bottles are disposed of in the same way as other plastic. They are collected and melted down. Flex or pellets are made from recycled PET. Flex is used to produce bristles for brushes of cleaning machines and car washes, packing tape, film, roof tiles, paving slabs. And from pellets - filler for sleeping bags and geogrid for roads.
Five two-liter bottles are enough to produce fiber for a large sports shirt, twenty - for a winter jacket insulation, if you add five more to them, you can make an excellent sweater, thirty-five is enough for a sleeping bag insulation, and from sixty you get 1 square meter. meter of carpet. At the same time, recycling plastic bottles saves 50-60% of the energy that would be needed to produce a product from new materials.
There is also a chemical processing of PET based on its decomposition into its original constituents. Studies have shown that the bacteria Ideonella sakaiensis 201-F6 can also decompose PET into terephthalic acid and ethylene glycol.
Used PET bottles can be used for the production of the same bottles. But today in Russia there are only two factories that are engaged in this. One is located in Solnechnogorsk, the second - in the Urals. Here old bottles are collected, sorted by color, washed, crushed and processed, melting and getting the same PET granulate, only colored.
Often empty PET bottles come in handy on the farm. They are used to make birdhouses, funnels, seedling pots, use them as a scarecrow in the garden or as waterproof caps for the tops of poles. In some African countries are making sandals, and in Indonesia - stabilizers that give fishing boats used for greater stability.
Now we see all kinds of PET scary stories easily capitulating to the facts. Because they are just another way of fighting for the attention of consumers. After all, we are all human, and it is worth scaring us properly, albeit unsubstantiated, as we begin to be afraid of everything around us, without particularly delving into the essence of the issue. At the same time, even the media have recently abandoned their attacks on PET, apparently feeling the groundlessness of the arguments of the lobbyists for its prohibition. But completely close the PET dispute, it seems to us, only scientists, with whom St. Petersburg.ru plans to meet in the near future, can do it. True, this is already a topic for the next article.